






Nybörjare

Vad är droppsmide? Process, fördelar, användningar och kostnader
 2026.02.06
2026.02.06
 Branschnyheter
Branschnyheter
Vad är droppsmidning?
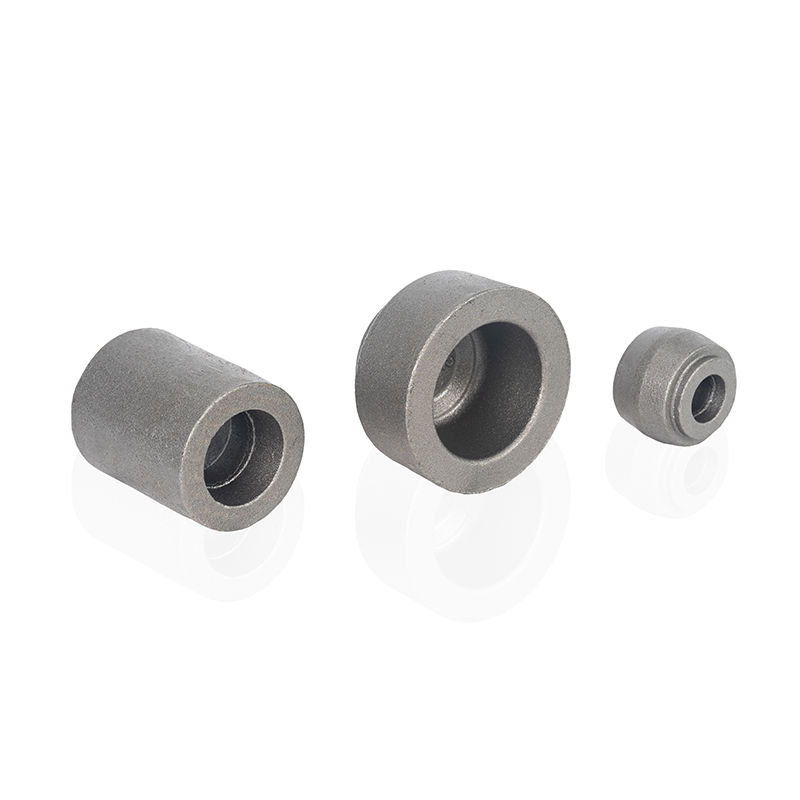
Dropsmide är en metallformningsprocess där ett uppvärmt metallämne formas av upprepade högenergi-"droppar" (hammarslag) mellan formarna. Stöten tvingar metallen att strömma in i formhåligheten, vilket ger starka, täta delar med ett kornflöde som följer komponentens form.
I praktiska termer väljs fallsmide när du behöver hög hållfasthet och utmattningsmotstånd i delar som skiftnycklar, vevstakar, axelkomponenter, krokar eller konstruktionsfästen - speciellt vid medelstora till höga volymer där stanskostnaden kan amorteras.
Hur fallsmide fungerar i en typisk butik
Medan exakta sekvenser varierar beroende på material och delgeometri, följer de flesta fallsmidda komponenter samma arbetsflöde:
Kärnprocesssteg
- Skär ämnen/stång till en kontrollerad vikt (ju närmare vikten, desto mindre flash och omarbetning).
- Värm ämnet (varmsmide går vanligtvis i ~900–1250°C intervall beroende på legering; aluminium och titan använder lägre, legeringsspecifika fönster).
- Förforma metallen (ofta i kantskivor) för att fördela volymen där delen behöver den.
- Avsluta smide i en stängd form med upprepade droppar tills håligheten fylls och blixt bildas vid skiljelinjen.
- Trimblixt (separata trimformar eller pressar), normalisera/värmebehochla sedan efter behov.
- Rengör, blästra och bearbeta kritiska ytor (hål, lagersäten, gängor) till slutlig tolerans.
"Droppen" kan komma från en gravitationshammare, krafthammare eller skruvpress. Oavsett maskintyp är nyckeln snabb, hög töjningsdeformation som komprimerar metallen och anpassar dess mikrostruktur.
Varför fallsmidda delar oftast är starkare
Fallsmidning förbättrar den mekaniska prestandan främst genom kontrollerat metallflöde:
Praktiska kraftförare
- Kornflödet följer delens form , vilket ofta ökar utmattningsmotståndet jämfört med en helbearbetad del från stång där spannmål skärs över.
- Lägre inre porositet än många gjutgods eftersom metallen är plastiskt komprimerad snarare än stelnad på plats.
- Förfinad mikrostruktur från deformation och kontrollerad värmebehandling, förbättrad seghet och konsistens parti till parti.
Exempel: Ett droppsmidet handverktyg (som en skiftnyckel) kan tolerera upprepade cykler med högt vridmoment eftersom kornflödet sveper sig runt handtaget och käften, vilket minskar sprickinitiering vid spänningskoncentrationer jämfört med ett verktyg som skärs från platta eller stång.
Dropsmide vs. gjutning vs. bearbetning
Rätt process beror på hållfasthetsmål, geometri och totalkostnad till din förväntade volym. Denna jämförelse belyser praktiska avvägningar.
| Metod | Styrka & trötthet | Geometri frihet | Typisk kostnadsprofil |
|---|---|---|---|
| Släppsmide | Hög; kornflöde hjälper trötthet | Måttlig; behöver utkast och avsked | Högre verktyg, lägre per del vid volym |
| Casting | Varierar; porositetsrisk i många legeringar | Hög; komplexa inre former möjliga | Verktyget kan vara måttligt; beror på processen |
| Bearbetning från stång/plåt | God statisk styrka; trötthet beror på skärningen | Mycket hög; lättast för prototyper | Låg verktygskapacitet, högre cykeltid per del och skrot |
En användbar tumregel: om en del kommer att se upprepade stötar eller cyklisk belastning (verktyg, drivlina för fordon, lyftutrustning), vinner fallsmide ofta på hållbarheten även om den fortfarande behöver finbearbetas.
Vanliga typer av fallsmide
Fallsmidning grupperas vanligtvis efter formkonfiguration och temperatur. Att känna till kategorin hjälper dig att förutsäga ytfinish, toleranser och behov av efterbearbetning.
Öppen tärning vs. stängd tärning (impression-die)
- Open-die: Metall formas mellan platta/enkla formar; bra för stora skaft och lågvolymarbete, men mindre kontroll över nätformen.
- Closed-die (impression-die): Metall flödar in i ett hålrum; bäst för repeterbara nästan-nät-former och produktionskörningar.
Varm vs. varm vs. kall
- Varmsmide: Vanligast; enklast att forma och fylla formar, bäst för tuffa legeringar och större deformation.
- Varmsmide: Mellantemperatur; kan förbättra dimensionskontrollen och minska skalan jämfört med varmsmidning.
- Kallsmide: Bästa ytfinish och dimensionskontroll, men begränsad deformation och högre pressbelastningar; används ofta för fästelement och små komponenter.
Designregler som gör att fallsmidning lyckas
Många fallsmidningsproblem kommer från fyllningsproblem eller överdrivna efterbehandlingskrav. Dessa designregler minskar skrot och kostnader.
Geometri och formfyllning
- Använd generösa filéer och radier för att undvika skarpa hörn som begränsar metallflödet.
- Inkludera dragvinklar så att delen släpper från formen (mer drag betyder vanligtvis lättare utkastning och längre livslängd).
- Placera avskiljningslinjen för att minimera underskärningar och minska trimningskomplexiteten.
- Balansera tjockleksövergångar; plötsliga tunna sektioner kanske inte fylls innan metallen svalnar.
Tolerans och bearbetningstillägg
Fallsmide tillverkas vanligtvis som nästan nätformade former och bearbetas sedan där precisionen är viktig (lagersäten, hål, ytor). Att planera bearbetningsmaterial tidigt är avgörande: för lite lager riskerar ytor utanför tolerans; för mycket lager ökar cykeltiden och avfallet.
Kvalitetskontroller och vanliga defekter
Fallsmidning är robust, men defekter kan uppstå när temperatur, smörjning, ämnesvikt eller forminriktning avviker. Att fånga problem tidigt förhindrar kostsam nedströmsbearbetning av skrotdelar.
Typiska defekter och vad de betyder
- Underfyllning (ofyllda sektioner): Orsakas ofta av låg temperatur på ämnet, otillräcklig energi eller alltför tunna egenskaper.
- Varv/veck: Metall viker över sig själv; kopplat till dålig preformdesign eller flödesbegränsningar.
- Missmatch vid skiljelinjen: Dies felinställning; visar sig som ett steg som ökar trimning och bearbetning.
- Sprickbildning: Överdriven deformation vid låg temperatur eller dålig legering/processfönsterkontroll.
Vanliga inspektionsmetoder
- Dimensionskontroller med mätare/CMM för kritiska egenskaper.
- Magnetisk partikel- eller färgpenetrerande testning för ytsprickor (tillämpning beror på legering och spec).
- Ultraljudstestning för interna diskontinuiteter på säkerhetskritiska komponenter.
- Verifiering av hårdhet och mikrostruktur efter värmebehandling.
Kostnadsdrivande och när fallsmide är värt det
Fallsmidning kan vara kostnadseffektivt, men bara när delen och volymen motiverar verktyget och installationen. Att förstå kostnadsdrivkrafterna hjälper dig att bestämma dig snabbt.
Vad som påverkar priset mest
- Komplexitet i formkonstruktionen: Fler funktioner och djupare hålrum ökar kostnaden och slitaget på munstycket.
- Material och ämnes viktkontroll: Tyngre ämnen ökar materialkostnaderna; inkonsekvent vikt höjer skrot.
- Blixt och trimning: Mer blixt betyder lägre materialutbyte och mer hantering.
- Efterbearbetning: Värmebehandling, kulblästring och bearbetning dominerar ofta totalkostnaden för snäva toleransdelar.
En praktisk beslutsriktlinje
Dropsmide är vanligtvis ett starkt val när du behöver repeterbar styrka and hög trötthet liv , och du förväntar dig tillräckligt med kvantitet för att fördela verktygskostnaderna över hela körningen. För enstaka prototyper eller mycket komplexa inre kaviteter kan bearbetning eller gjutning vara snabbare och billigare.
Slutsats
Dropsmide är processen att forma metall genom upprepade hammardroppar mellan formarna, vilket ger starka, hållbara delar med gynnsamt kornflöde. Det är mest värdefullt för lastbärande komponenter och verktyg där utmattningsmotståndet är viktigt, särskilt när produktionsvolymen kan motivera verktygsverktyg och kontrollerad efterbearbetning.









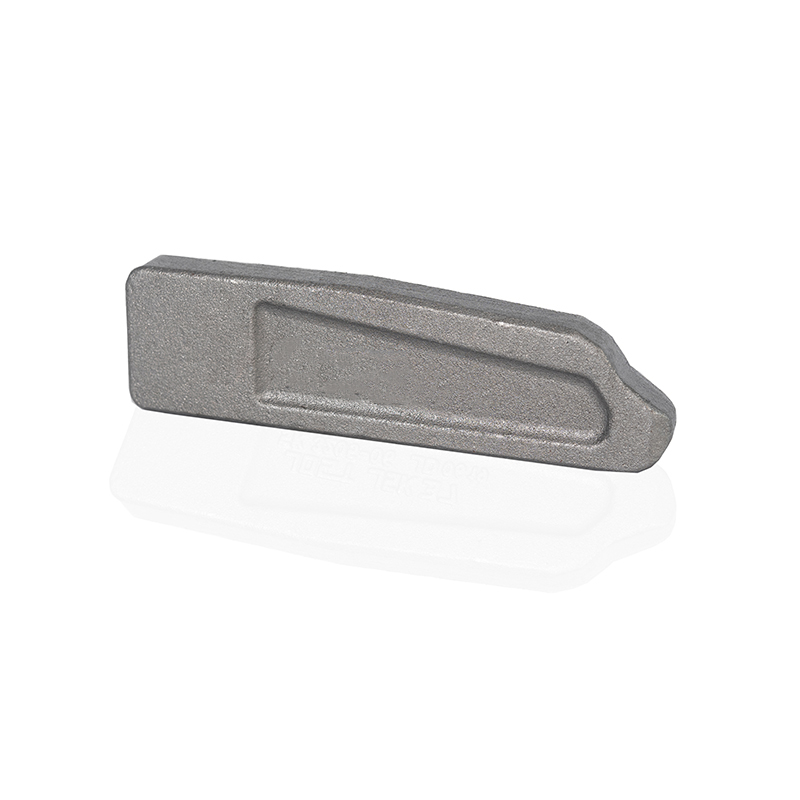

Våra produkter involverar främst produktion av förfalskade komponenter för bilindustrin, byggmaskinindustrin, industriinstrumentindustrin och fluidutrustning.
Produktlänkar
Kontakta oss
-
Address:Nr 5 Junrong Road, Daitou Town, Liyang City, Jiangsu -provinsen, Kina
-
Tel:+86-18112316383
